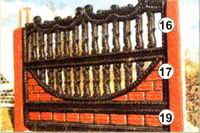
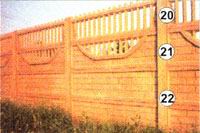
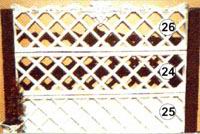
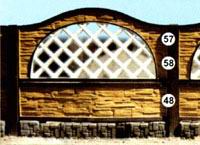
Формы для
ограждений
Формы для
столбов
|
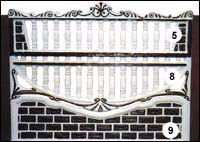
 Столб «Кирпич»
Столб «Кирпич» |
 Столб «Кирпич «Гладкий»
Столб «Кирпич «Гладкий» |
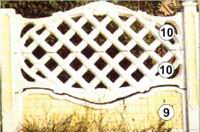
 Столб «Скала»
Столб «Скала» |
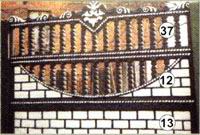
Технология
производства заборов
Комплект
оборудования, необходимого для организации производства
декоративных заборов:
- комплект форм для заборов
- вибросито
- вибростол формовочный (ВСФ-02)
- бетоносмеситель принудительного типа (БС-4, БС-5)
- склад цемента
- правильно-отрезной станок И6119 с разматывающим устройством
- поддоны сушки железобетонных изделий.
Процесс
изготовления элементов ограждений территорий
происходит следующим образом:
Формуемая
бетонная смесь для подстилающего слоя вручную загружается
в смазанные пластмассовые формы для изготовления изделий (см. формы для заборов),
которые установлены на вибростоле. Происходит уплотнение
бетонной смеси в формах и получение подстилающего слоя
заданной толщины. На отформованный подстилающий слой устанавливают
арматурный каркас. Для соблюдения толщины защитного слоя
бетона предусмотрена установка пластмассовых фиксаторов.
При изготовлении панелей ограждения решетчатого типа фиксаторы
устанавливаются в каждом ребре решетки.
Далее
форма полностью заполняется бетонной смесью. При этом
излишки бетонной смеси удаляются из форм. Бетонную смесь
вибрируют в течение 60 секунд до прекращения выделения
избытка воздуха. Затем форма переворачивается на поддон,
установленный на распалубочном столе рядом с вибростолом,
снимается с изделия и устанавливается на вибростол, а
изделие на поддоне переносится на стеллаж для естественного
твердения и дальнейшего хранения до достижения им требуемой
прочности.
Последостижения
изделием 70 % проектной прочности (48 часов)
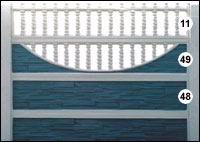
Арматурные
каркасы изготавливаются на территории предприятия методом
контактной сварки или посредством вязки вязальной проволокой.
Возможно изготовление арматурных каркасов на других предприятиях.
Требования
к сырью:
Цемент – портландцемент 500-Д0 ГОСТ 10178-85
Песок
– песок для строительных работ, ГОСТ – 8736-93 (крупный)
Модуль крупности 2,5-3,0.
Содержание
пылевидных и глинистых частиц не более 2 % от массы.
Содержание глины в комках не более 0,25 % от массы.
Требования
к помещению:
-
основное производственное помещение S не менее 50 кв.м.
(отапливаемый)
-
склад инертных материалов S не менее 50 кв.м. (отапливаемый)
-
склад выдержки готовой продукции S не менее 50 кв.м. (отапливаемый)
-
заготовительный участок для резки сварки и арматуры
-
склад готовой продукции (улица)
Оборудование:
Бетоносмеситель БС-4 - 59 400 руб.
Вибросито
- 11 200 руб.
Вибростол
ВСФ-02- 23 000 руб.
Правильно-отрезной
станок И6119
Поддоны
(150 шт. под панели и 30 шт. под столбы)
Расход
проволоки:
ВР 1 5 мм
|
На одну глухую панель – 8 пм |
| На одну декоративную панель –
12 пм |
| РВР 1 8 мм |
На один столб высотой 2 м – 11пм. |
Краткие
характеристики компонентов,
используемых при производстве железобетонных ограждений
Компонент |
Описание, |
ГОСТ, |
Цемент |
Портланд марки 500Д0 |
ГОСТ 10178-85 "Портландцемент
и шлакопортландцемент" |
Песок |
Песок первого класса, модуль кругуности
не менее 2,0 |
ГОСТ 8736-93 "Песок для строительных
работ" |
Арматура |
Для каркаса -сталь Вр-1, диаметром
от 4мм |
ГОСТ 6727-80 "Проволока стальная низкоуглеродистая общего назначения" |
| Для столбов -арматура класса A3,
диаметром от 6 мм |
ГОСТ 5781-82 "Сталь горячекатаная для армирования ж/б конструкций" |
Добавки |
Для ускорения сроков
"схватывания", улучшения пластичности и других показателей
бетона используется С-3 пластификатор |
Готовый
бетон должен соответствовать следующим параметрам
Плотность - 2200 кг/куб.м. (ГОСТ
26633-91 «Бетоны тяжелые и мелкозернистые»).
Класс по прочности на сжатие - не менее М200 (ГОСТ 18105-86
«Правила контроля прочности»).
Морозостойкость - не менее F50 (ГОСТ 100060.1-95 «Бетоны
- базовый метод определения прочности»).
Расчет
себестоимости одной железобетонной панели при программе
100 штук в смену:
1. арматура - 1 кг. -0.6 евро
2. песок - 43,2 кг - 0,15 евро
3. цемент - 21,6 кг -1 евро
4. зарплата рабочих -1 евро
5. эл. энергия - 0,05 евро
6. смазка форм - 0,04 евро
7. прочие расходы - 0,1 евро
Средний
вес панели 65 кг.
Себестоимость продукции составила
2,9 евро.
Гарантия на форму ограждения год непрерывной
работы (более 40 тыс. отливов).
С одной формы можно получить от 80
до 120 отливок панели ограждений в смену.
Стоимость одной панели на строительном
рынке составляет 5-11 у.е.